济南济鲁特钢有限公司
 第2年
第2年

 第2年
第2年 
第2年








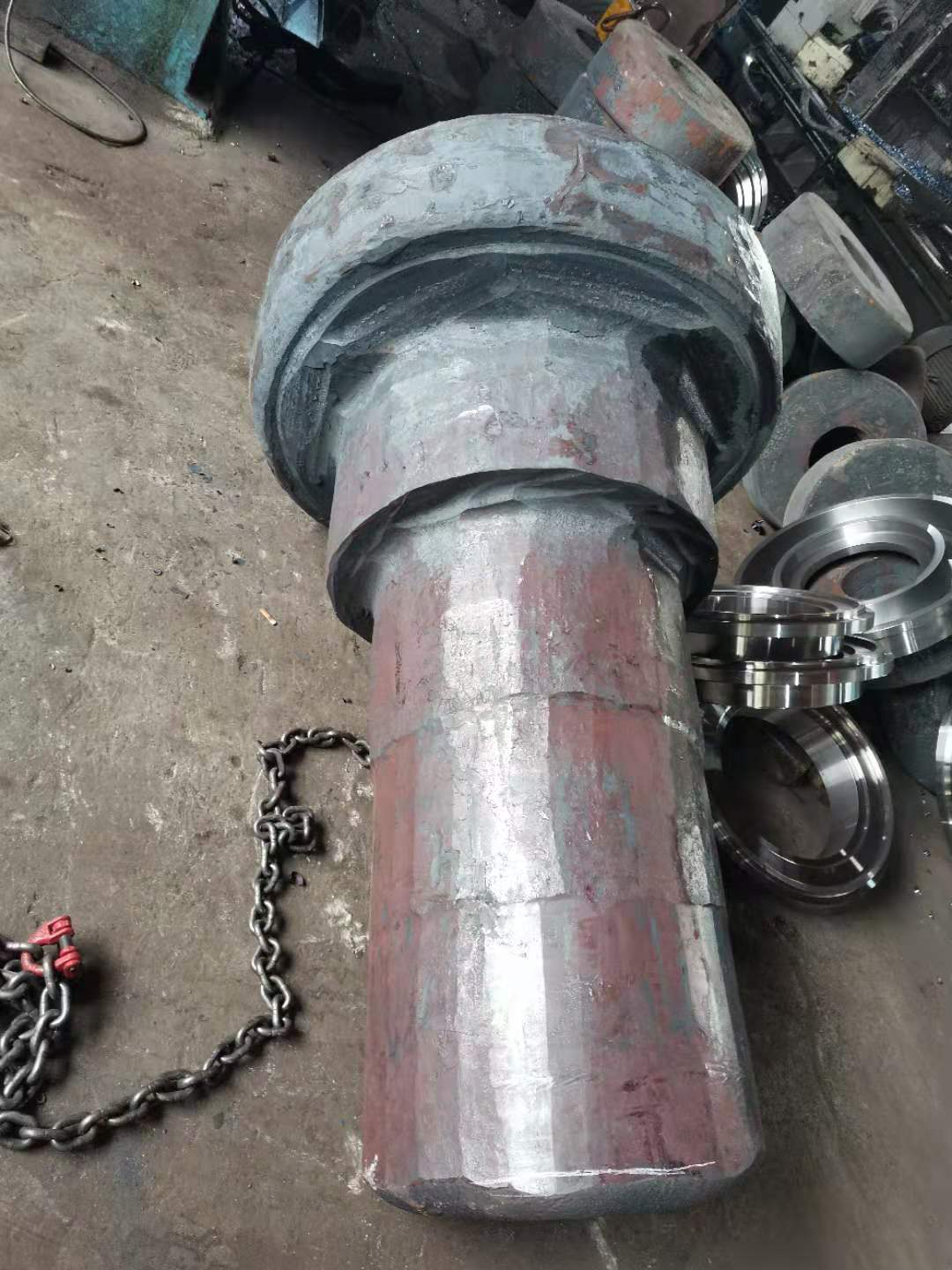
产品名称:20CrMo耳轴锻打件20MnMo接头/管件成分高
直径:60-2000
长度:60-200000
供应商家:济南济鲁特钢有限公司
公司地址:章丘市相公庄镇牛推二村村东水库路北
联系商家:点击查看联系方式
20CrMo耳轴锻打件20MnMo接头/管件成分高
我公司专注于生产国军标(GJB),国标(GB),美标(ASTM)、日标(JIS)、欧标(EN),德标(DIN)等钢,特钢,优钢,模具钢,工具钢,合结钢,公司秉承:质量,诚信经营的原则,所供材料均材质、探伤。
耳轴锻打件20MnMo

公司拥有机械精加工工厂、锻打厂,欢迎莅临参观指导,合作共赢!!
《诚信经营,品质,优特钢济鲁特钢》
郑重承诺:凡事我公司供应的材料均材质和探伤或协议标准,如不符所定之货,无偿退换货并承担所有损失!!!
需要耳轴锻打件20MnMo样品或了解详情请致电李工13573763066

保持温度1~2分钟后,打开焊剂筒,倒出焊剂后,卸下焊,焊接过程完毕。在保温期间拔下快速接头,插入另一做好准备的焊上,当另一焊准备完闭,即可旋焊,这样可以交替进行焊接。在夹具和钢筋自重的压力下,稍用力即能满足顶压压力的要求,顶压完成后不要立即松手,要继续把持操作杆5~8秒钟,防止焊缝凝固前由于夹具回弹或松动而造成焊口开裂。冬季施工时,应采取缓慢冷却法,延长焊接通电时间1~3秒,适当增加焊接电流,延长打掉渣壳的时间,使渣壳起降低却速度的作用。